CNC-Fräse Eigenbau 
|
|
||
|
Auch wenn ich die Fräse nur grob plane, ein paar Eckpunkte müssen recht bald mal abgesteckt werden. Als großes Vorbild dient mir dieses Projekt, das mir seit dem ersten Anschauen in Erinnerung geblieben ist: Holz ist für die Anwendung tatsächlich kein so schlechtes Material und ich habe noch ein paar Reste Siebdrucksperrholz herumliegen. Es ist natürlich ein Kompromiss, aber die Vorteile (Kosten und leichte Bearbeitbarkeit) überwiegen in diesem Fall. Sauschwer wird das Ding trotzdem. Nach zwei mehr oder weniger erfolgreichen CNC-Projekten in den letzten 10 Jahren weiß ich, dass sich Sparen bei den Linearführungen einfach nicht auszahlt. Deshalb wird ein nicht unbeträchtlicher Haufen Geld gegen ebensolche in guter Qualität eingetauscht. Im Set dazu gibts gleich die passenden Kugelumlaufspindeln. Riemenantriebe funktionieren bei der Größe und mitunter doch recht hohen Kräften zwischen Fräser und zu fräsendem Material nicht wirklich zufriedenstellend. Damit sich das Werkzeug nicht nur im Schneckentempo von A nach B bewegt, braucht man mit Kugelumlaufspindeln halbwegs schnelle Motoren. Die klassischen Schrittmotoren kommen da meiner Erfahrung nach einfach nicht hin. Zu meiner großen Freude gibt es mittlerweile Closed-Loop Schrittmotoren mit integriertem Treiber zu sehr vernünftigen Preisen beim großen Fluss. Ich bin schwer begeistert von den Teilen, die drehen ordentlich auf und bleiben im Gegensatz zu ihren encoderlosen Vorgängern nicht ständig hängen, wenn sie mal mehr zu leisten haben. Für die Bewegungskontrolle kaufe ich also erstmal folgendes ein: - 4x Linearführung + 2x Kugelumlaufspindel 1700mm für die Y-Achse (beidseitig geführt) - 2x Linearführung + 1x Kugelumlaufspindel 1000mm für die X-Achse - 2x Linearführung + 1x Kugelumlaufspindel 400mm für die Z-Achse - 4x Closed-Loop Schrittmotor 2Nm Dazu kommt noch eine kleine Kantenfräse als Frässpindel. Falls die mal nicht ausreichen sollte, wird sie einfach ausgetauscht. Materialkosten bisher: 650€  |
||
|
||
|
Nachdem der ganze Haufen aus gehärtetem Stahl und weichmagnetischem Eisen mal in der Garage liegt, gibt es kein Zurück. Aus meinen Fehlern der Vergangenheit lernend, fange ich diesmal innen an und arbeite mich nach außen vor. Das bedeutet: Die Z-Achse zuerst. Damit in Zukunft mal für ein Spindelupgrade oder diverse Erweiterungen (Laser 😎) noch genug Platz ist, wird die Platte 200mm breit. Der Verfahrweg wird ebenfalls 200mm sein. Das Material dafür hat jemand vor etlichen Jahren aus mir völlig unverständlichen Gründen beim Sperrmüll abgegeben und ist direkt in meinen Kofferraum gewandert. Die 15mm Siebdruckplatte wird also zurechtgeschnitten und die Schienen montiert. Dabei erweist sich ein Holzbohrer mit 6mm Durchmesser als nützlich, um die Löcher in den Schienen auf der Siebdruckplatte zu markieren. Gebohrt werden sie für M5 Senkkopfschrauben, weil deren Köpfe genau zu den Schienen passen. Die Frässpindel darf schon einmal zur Veranschaulichung ihren zukünftigen Platz einnehmen.  Auf dem Foto ist die Werkzeugplatte noch zu klein. Da hatte ich einen Denkfehler. Die muss natürlich in der obersten Position knapp mit der Unterkante abschließen und in der untersten Position hinausstehen, damit der Fräser bis zum Material reicht. Kleine Anekdote am Rande: Die neue Platte wollte ich eigentlich auf meiner kleinen 3020T fräsen, damit die Löcher exakt an der richtigen Stelle landen. Leider sind deren Trapezgewindespindeln aus irgendeinem Grund dermaßen festgefahren, dass die (Open-Loop) Schrittmotoren die Reibung stellenweise nicht mehr überwinden können und Schritte verlieren. Händisch anzeichnen würde gehen, wenn man einen Messschieber mit scharfen Spitzen hätte. Hab ich aber nicht 🤦 Was nimmt man also zum Anzeichnen? Richtig, den Lasercutter. Ein kurzer Laserpuls markiert ein winziges Löchlein, in dem sich die Spitze von einem Holzbohrer wunderbar fängt. Funktioniert perfekt und natürlich exakt. Die Kugelumlaufspindel ist ein bisschen höher als die Linearführungen. Genau 15mm, also eine Plattenstärke von meiner Siebdruckplatte. Manchmal hat man einfach Glück 🙂 Also dafür noch zwei Streifen untergelegt, eine Motorhalterung 3D-gedruckt und zum ersten Mal alles zusammengebaut. In Bewegung sieht das dann so aus: Man mag vielleicht denken, dass das relativ langsam ausschaut - was ich grundsätzlich auch finde. Die Beschleunigung und Drehzahl am Motor sind allerdings für einen Schrittmotor schon beachtlich. Und das Beste: In dem Fall ist der Motor noch lange nicht am Limit. Sondern die Steuerung. Da werkelt nämlich probeweise ein Arduino Uno mit grbl. Der Motor ist schon auf die niedrigste Auflösung eingestellt, aber der Arduino bekommt die Pulse einfach nicht schneller raus. Der wird mittelfristig wohl durch einen ESP32 oder irgendeinen anderen schnelleren Prozessor ersetzt. Die Frässpindel bekommt auch noch eine gedruckte Halterung und dann ist diese Achse auch schon so ziemlich fertig:  |
||
|
||
|
Nur ganz kurz was mir dazu einfällt: - Ich habe ca. 900mm max. Verfahrweg, für die 1250mm Heraklith Platten habe ich links und rechts Anschläge montiert und die Platte verschoben. Geht auch ganz gut, die Länge ist aber nicht so kritisch und immer schön wenn man mehr hat als man braucht - Überleg dir gut wieviel Breite (bei dir X) und Portalhöhe du brauchst, das hat sehr großen Einfluss auf die Steifigkeit. Manchmal ist weniger mehr. - Es gibt Schrittmotosteuerungen die Resonanzen aktiv dämpfen (google Geckodrive, gab auch mal chinesische Nachbauten), wäre mir wichtiger als Closed Loop. Ich habe Servomotoren mit Inkrementalgebern, Leistung natürlich super, zahlt sich meiner Meinung nach in dem Leistungsbereich nicht mehr aus - Frässpindeln (400Hz) gibts aus China um wenig Geld, da würde ich nicht mit der Kantenfräse planen - 1700mm ist recht lange, wenn es 16mm Kugelumlaufspindeln sind check vorab die kritische Drehzahl - Z-Achse mit KU Spindel ist nicht selbsthemmend, wenn der Strom weg ist fährt die Spindel nach unten. Eine Trapezgewindespindel ist auf Z durch das Eigengewicht auch quasi spielfrei - Ist sicher viel Gewohnheit dabei, aber mir ist Mach3 noch immer deutlich lieber als GRBL. Läuft super auf WinXP, ins Netz darf der Rechner natürlich nicht - Absaugung gleich einplanen, Zyklonabscheider vorsehen. - Trotz guter Absaugung Führungen und Spindeln konstruktiv vor Dreck möglichst schützen |
||
|
|
||
|
||
|
Danke für die Tipps, teilweise hab ich die schon mitbedacht, teilweise noch nicht. Gute Idee! Bei mir sollten sich ca 800mm Verfahrweg ausgehen. Mein Rohmaterial ist OSB mit 625mm, wobei ich das evtl noch auf der TKS halbieren werde. Geht doch um einiges schneller als fräsen. Stimme voll zu und da habe ich mich tatsächlich ein bisschen blenden lassen. Realistisch betrachtet würden wohl 300mm Verfahrweg und 100mm Höhe für die Deckenheizung genügen. Das Portal ist mit 1100mm Breite aber auch schon teilweise fertig, also das wird so bleiben. Mit der Höhe könnte ich noch runtergehen, aber wer weiß was ich noch alles fräsen will in den nächsten Jahren. Vielleicht doch lieber das Problem mit mehr Material bewerfen, bis es hält 😜 Mag sein dass da von den mir bekannten Billigtreibern noch viel Luft nach oben ist, aber ohne Positionsfeedback ist ein Schrittmotor in meinen Augen veraltete Technologie, die halt für viele Anwendungen noch gut genug ist. Mit Encoder steht das Feld immer im richtigen Winkel zum Rotor, um das größtmögliche Drehmoment zu erzeugen. Ohne Encoder muss man die Wicklungen voll bestromen und dann hoffen, dass der Rotor Schritt hält. Ja... Das weiß ich jetzt auch nicht mehr, warum ich da nicht ein paar € mehr in die Hand genommen hab. Vermutlich weil die etwas besseren dann doch ein Stückchen mehr kosten als die Billigfräse (die aber erstaunlich gut läuft). Das Upgrade ist aber auf jeden Fall eingeplant. Würdest du eine mit Wasserkühlung nehmen? Ich denk mir, wegen Staub wär das vielleicht nicht blöd? Sind 16mm. Ich werds im Hinterkopf behalten. Notfalls halt langsam fahren (in Längsrichtung wird eh gefräst und nicht leer gefahren) und später mal umbauen. Hab schon irgendwo einen Mod gesehen, bei dem die Spindel steht und die Mutter angetrieben wird. Guter Punkt. Hab ich bisher noch gar nicht bedacht. Mit dem aktuellen Aufbau ist genug Reibung, dass sie nicht wegfährt. Aber mit größerer Spindel und wer weiß was noch, könnte das mal zum Problem werden. Irgendeine Form von Bremse werde ich dann vielleicht noch nachrüsten. Ja, was man kennt... Ich bin mit Grbl bisher auf allen meinen Maschinen ganz gut gefahren. Windows kommt mir nicht mehr ins Haus, aber eventuell schau ich mir LinuxCNC auf einem RPi mal an. Yes 👍 Vor allem letzteres wird wahrscheinlich eine Herausforderung, weil ich da noch überhaupt keinen Plan hab 😅 |
||
|
||
|
OK, vielleicht bin ich da nicht am aktuellen Stand. Größtes SM Problem waren immer Resonanzen die zu Schrittfehlern geführt haben. Mit Encoder werden Schrittfehler erkannt, wenn die Steuerung darauf nur mit "mehr Schritte" reagiert stallt der Motor trotzdem. Wenn die Steuerung da intelligent ist und Resonanzen vermeidet ist das sicher toll. Geckodrive hat wenn ich mich richtig erinnere Resonanzen im Motorstrom erkannt, und dann die Schrittsignale minimal im Zeitverhalten verändert um Resonanzen aktiv zu dämpfen. Ich habe Wasserkühlung bei der Spindel, habe mehr Angst vor dem ganzen Dreck als vom Wasser. |
||
|
||
|
Bringt mich nicht auf Ideen... 😂 Ich träum da schon jahrelang davon. Mit Holz arbeiten macht mir generell Spaß und wenns dann auch noch für einen Maschinenbauer tauglich mit 1/10mm Toleranz aus einer CNC Fräse fällt 😍 Ich hab mit so einem Ding im Hinterkopf sogar einen Raum im Keller mit einer 400V Dose ausgestattet... Man weiß ja nie was für eine Spindel man verwenden will 😅 Gut nur, dass meine Frau da noch nix davon weiß für was die eigentlich da ist. Beim einholen von Angeboten für Waschtischunterschränke sind meine Gedanken nach Nennung einer Summe immer wieder ins CNC Land abgedriftet. Für 3 mehr oder weniger Standardkastl mit angepassten Maßen wurden dann halt 7000€ aufgerufen... Eine Chance eine CNC Fräse reinzureklamieren? Ja... Auch wenn ich weiß, dass ein einfacher Korpus ganz ohne CNC Fräse bauen geht - was ich auch schon mit einer einfachen Dübellehre gemacht hab, meine Teilewaschanlage in der Garage rollt da schon 15 Jahre auf einem entsprechenden Unterschrank herum incl. einem fetten 100Ah Auto Bleiakku den ich herumstehen hatte mit dem ich die Pumpe betreibe (biegt sich nix, zerfällt auch nicht...). Bin dann einmal auf die Suche gegangen und schau immer wieder was so auftaucht. Um 4-5000€ tauchen immer wieder fertige Maschinen auf. Angesichts der Tatsache, dass ich beim Material (fertig geschnitten, bekantet, Schubladen Boxsysteme und Hochglanz Fronten fertig zugekauft) auf etwa 1500€ komm wären ja rechnierisch noch 5500€ "frei" damit ich mir da eine CNC Fräse kaufe mit der ich eine Rückwandnut und 7 Dübellöcher fräsen kann. Kurzum, der Gedanke schweifte in die Richtung "wennst sowas herumstehen hast könntest ja ein zweites Standbein aufbauen und gelegentlich paar Kastl raushauen". Ach ja... Tischlerei ist ein reglementiertes Gewerbe, da gibts wohl Prügel wenn man auf die Idee kommt das dann nicht zu Mondpreisen anzubieten 🤑 Und dann ist da noch die Sache was man als HTL Ing. noch bräuchte um eine Tischler Gewerbeberechtigung zu bekommen... Dazu käme halt auch, dass unsere Bude in reinem Wohngebiet steht und eine Kellertischlerei da wohl nicht durchgehen würde... Egal weiter mit den Tagträumen... https://www.willhaben.at/iad/kaufen-und-verkaufen/d/cnc-fraese-2010102230/ https://www.willhaben.at/iad/kaufen-und-verkaufen/d/fraesmaschine-892589859/ Ich frag mich halt ob ein Eigenbau um den Preis nicht - wenn gut durchdacht - nicht wesentlich besser ist als solche Maschinen.... Oder ob man mit einem Eigenbau wie deinem nicht um wesentlich weniger Kohle zumindest für die Holzbearbeitung ähnliche Ergebnisse bekommt? Kurz gefragt, mit was für einem Budget rechnest du für dein Projekt bis das Ding sauber läuft? |
||
|
||
|
Hallo christoph1703, hier gibt es dazu Erfahrungen und Preise: CNC-Fräse Eigenbau |
||
|
||
|
Ein closed-loop Schrittmotor ist nichts anderes als ein zweiphasiger, vielpoliger Servomotor. Vom Prinzip her müsste er im unteren Drehzahlbereich mehr Drehmoment schaffen, dafür ist die Drehzahl verglichen mit "richtigen" Servos nach oben hin stark begrenzt. Ja, das ist ärgerlich mit diesen reglementierten Gewerben. Bei sicherheitsrelevanten Tätigkeiten würd ichs ja verstehen, aber das ist einfach nur Gatekeeping. Immerhin kann man mit einer Prüfung die Gewerbeberechtigung erlangen und der Erstantritt ist glaub ich sogar kostenlos. Die Vorbereitungskurse kosten halt an die 10k€, das muss man einrechnen. Wesentlich besser als eine kommerzielle Maschine aus Alu oder Stahl wirds wohl nicht. Was die besseren Maschinen durch ihre Steifigkeit können, ist Geschwindigkeit. Je steifer, desto schneller kann man sich durchs Material arbeiten. Aber klar, ein Eigenbau ist natürlich günstiger, weil da keiner was damit verdienen muss. Gefühlsmäßig sind die großen Brocken schon hinter mir. Insgesamt rechne ich mit unter 1k€. |
||
|
||
|
Mit einem recht intelligenten Controller vielleicht (das ist der Teil der mich interessiert, kenne ich noch nicht), ganz allgemein gesagt ist das meiner Meinung nach nicht richtig. |
||
|
||
|
Was macht denn ein nicht intelligenter Controller deiner Meinung nach? Viel einfacher als "Drehfeld 90° vor Rotor stellen" geht ja nicht wirklich. Also nach allem was ich bisher gelesen und gesehen habe, ist eine simple Servosteuerung die gängige Implementierung. Wissen kann ichs natürlich nicht, man kann ja nicht so einfach reinschauen. |
||
|
||
Weiter gehts mit der Fräse. Das Portal wird aus 21mm Siebdrucksperrholz gebaut. Dazu werden - mal wieder - Reste verwertet. Die Führungen werden mit 4,5x70mm Edelstahlschrauben befestigt, die auch die Holzteile zusammenhalten.  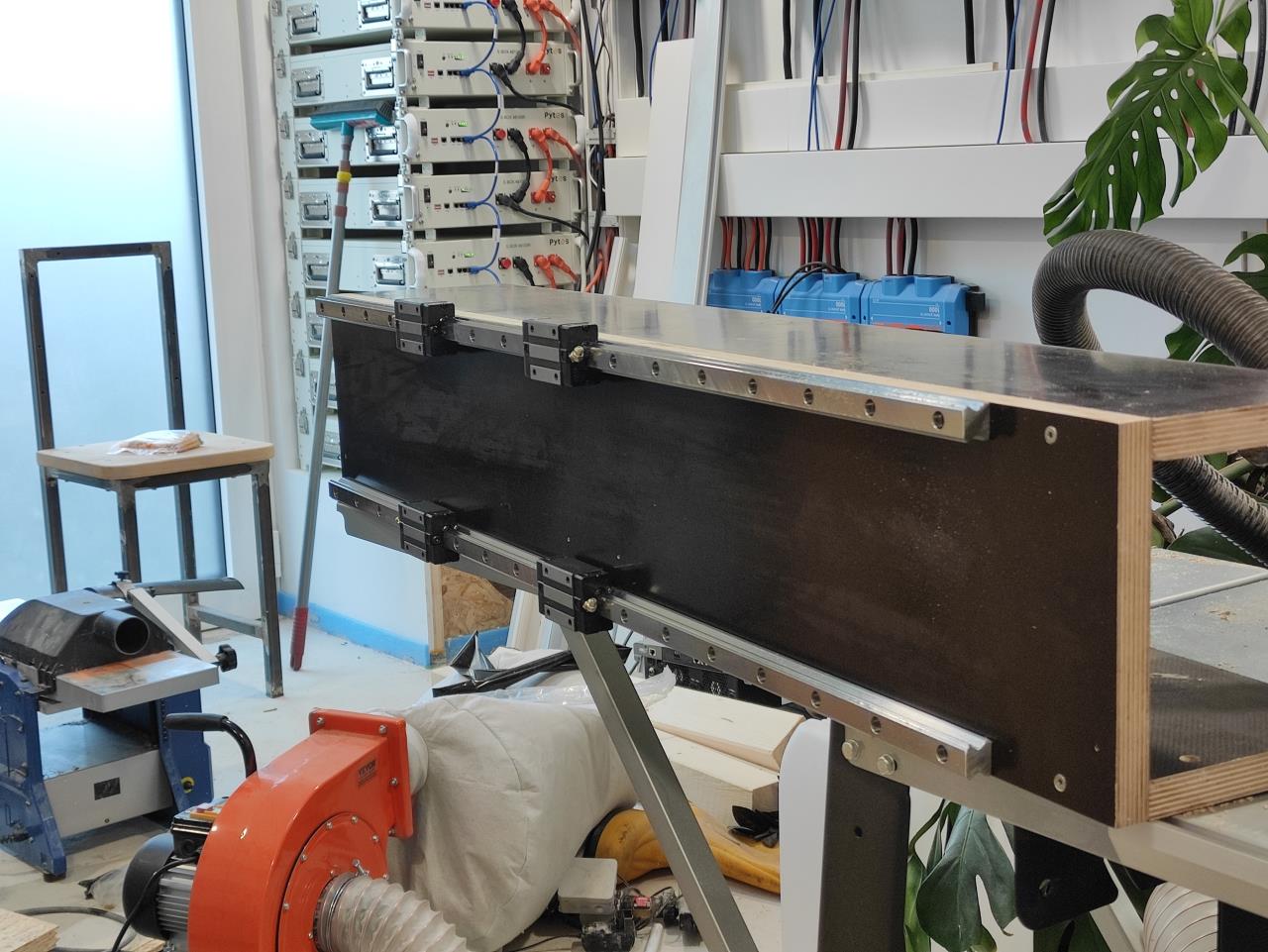  Hier ist mir der erste "Fehler" unterlaufen. In Anführungszeichen deshalb, weil er keine Auswirkung hat. Statt die zweite Schiene an der ersten auszurichten, habe ich sie ohne nachzudenken auch bündig zur Holzkante montiert. Im Nachhinein hat sich aber herausgestellt, dass die Schienen auf ±75μm genau parallel sind. Die Tischkreissäge sägt also offenbar sehr genau 😅 |
||
|
||
Und dann ist auch schon der Tisch mit der Y-Achse dran. Mittlerweile bin ich schon recht routiniert im Schienen anschrauben. Zweimal gehen mir die Schrauben aus, aber immerhin hängen alle vier Schienen so halbwegs an den Seitenteilen von Tisch. Morgen werden Schrauben nachgekauft, damit die Linearführungen an allen 116 Löchern fixiert sind.  Und der Rahmen wird zumindest mal probeweise zusammengestellt. 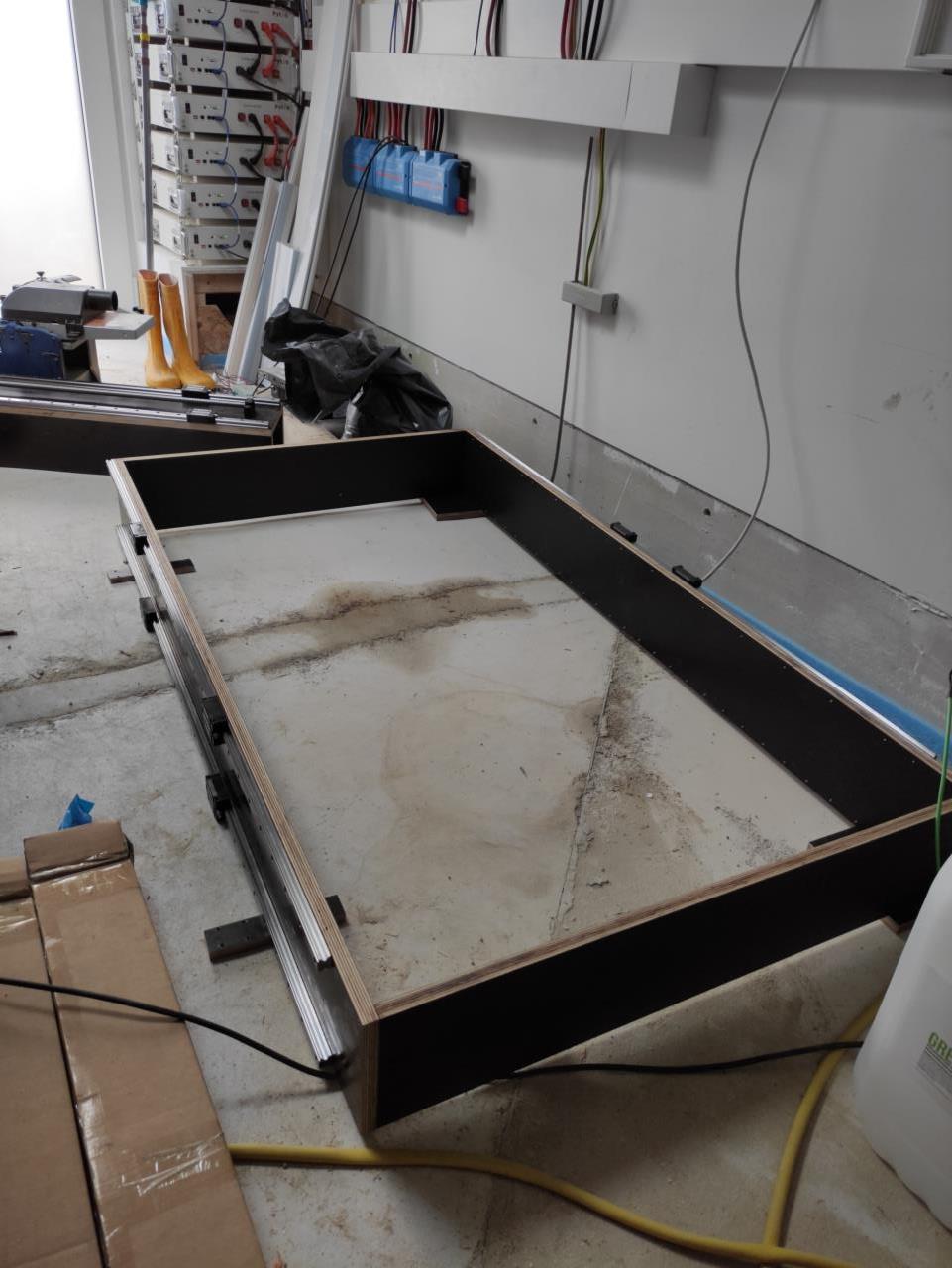 Der Rahmen bekommt noch 3 Querträger und dann kommt die Platte drauf. Sollte dann schön steif sein. Das Holz für den Tisch (wieder 21mm Siebdruckplatte) habe ich mir diesmal beim Hornbach zuschneiden lassen. In der Größe waren leider keine Reste mehr da 😄 Der Tisch wird (wie das Portal) um 100mm länger als die Linearführungen, also 1800mm lang. |
||
|
||
|
Oder auch nicht - doch nur zwei Querträger, damit in der Mitte noch Beine Platz haben. Die X-Achse darf schonmal probeliegen.  Und da kommen die Beine auch schon. Allerdings für den Anfang mal nur eins in jeder Ecke. Wahnsinn, wie steif die ganze Konstruktion jetzt schon ist. Eigentlich wollte ich die Beine unten noch verbinden und Diagonalen einbauen, aber das hält jetzt schon bombenfest. Der Kran darf beim Zusammenbauen helfen, sonst wärs recht mühsam. Der Rahmen allein bringt schon an die 40kg auf die Waage.  Was hat vier Beine und bewegt sich keinen Millimeter? 😃  Spätestens mit der Platte drauf ist das Teil nicht mehr händisch (allein) zu bewegen. Und es bewegt sich auch sonst nichts. Fühlt sich fester an als die Rohdecke im Haus. Ich bin echt begeistert, hätte nicht gedacht dass man aus so wenig Holz so eine massive Konstruktion zusammenbringt.  Für die Portalwangen habe ich mal wieder was neues ausprobiert: händisch mit Maßband und Lineal anzeichnen. Das hat erstaunlich gut funktioniert und war auch halbwegs flott erledigt. Mit einer funktionierenden Fräse könnte man die hübscher und mit viel engeren Toleranzen herstellen, aber was solls... X-Achse aufgebockt, Portalwangen seitlich drangeschraubt, mit den Schlitten am Tisch provisorisch verbunden (hatte nicht die richtigen Schrauben da 🙄) und der erste Eindruck steht:  Für die Siebdruckplatten sind übrigens noch rund 160€ draufgegangen, wir stehen also aktuell bei insgesamt knapp über 600€. Nächster Schritt: Z-Achse montieren 🙂 |
||
|
||
Nach einer längeren Pause habe ich wieder was weitergebracht. Die Z-Achse kommt erst später, aber dafür ist die Y-Achse fertig montiert. Die Bedenken bezüglich der langen Kugelumlaufspindeln waren vermutlich unbegründet. Mit Akkuschrauber auf Vollgas laufen die so ruhig, dass es fast schon unheimlich ist. Vermutlich werden die Schrittmotoren nicht sehr viel schneller fahren, wenn überhaupt. 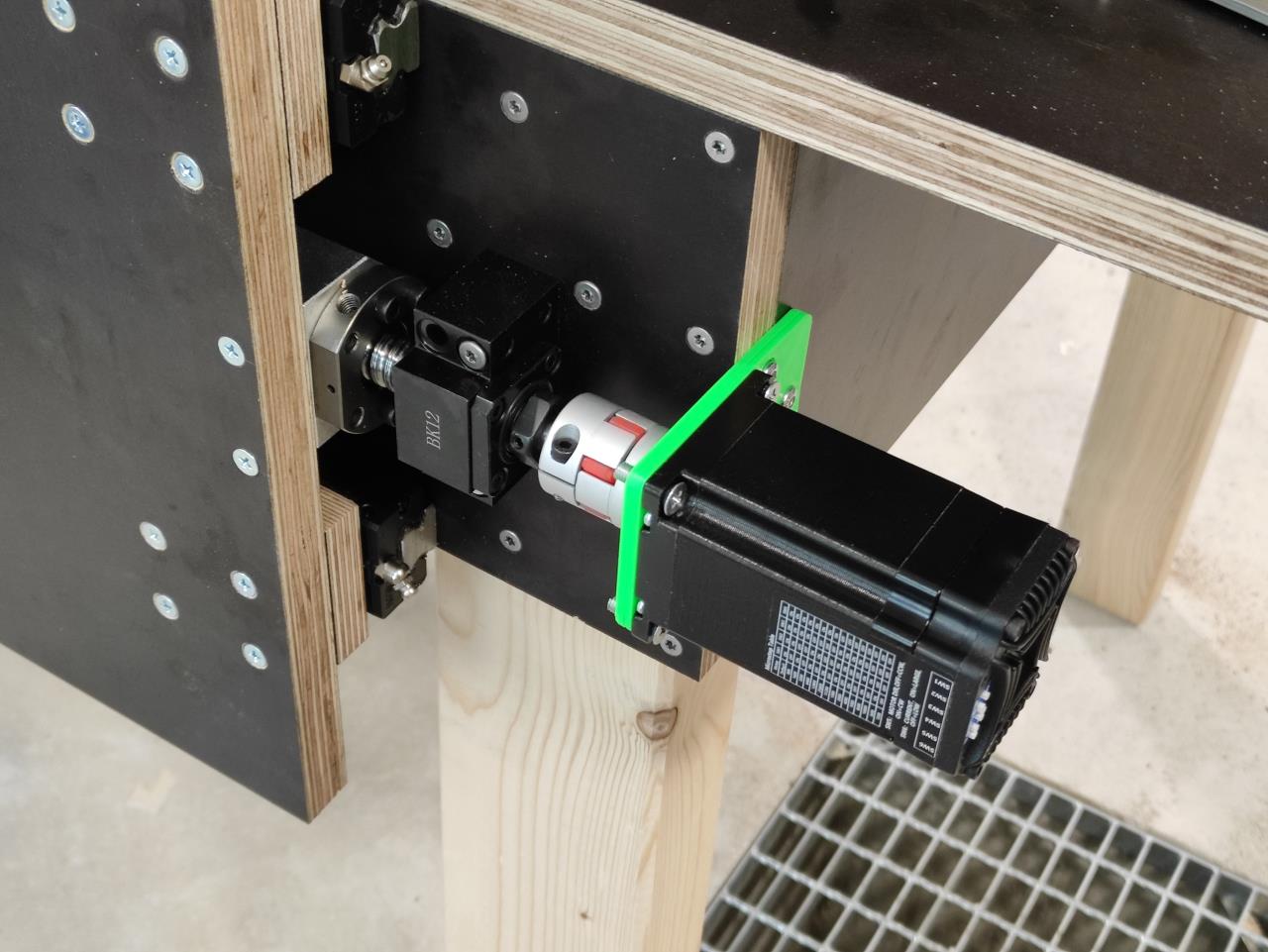 Gestern habe ich mal begonnen, mich um die Steuerung zu kümmern. Es wird ein ESP32 mit FluidNC. Nachdem die fertigen Boards dafür offenbar in Europa nicht erhältlich sind, wird das auch eine Bastellösung werden müssen. Ich werde die Anschlüsse auf RJ45-Buchsen rausführen und von dort mit Patchkabeln zu den Motoren gehen. Jeweils ein Paar für Schritt und Richtung, eins für die Alarmrückmeldung und eins für Endschalter. Entscheiden muss ich jetzt nur noch, ob ich das irgendwie auf Lochraster zusammenpfuschen oder doch eine passende Leiterplatte machen will 🤔 Fallen noch irgendwem Features ein, die ich unbedingt vorsehen sollte? |
Beitrag schreiben / Werbung ausblenden?
![]() Einloggen
Einloggen
![]() Kostenlos registrieren [Mehr Infos]
Kostenlos registrieren [Mehr Infos]